
News
HyProMag USA Feasibility Study Demonstrates Robust Economics and the Opportunity to Develop a Major New, Domestic Source of Recycled Rare Earths Magnets for the United States
London / Vancouver: November 25, 2024 – CoTec Holdings Corp. (TSXV: CTH; OTCQB: CTHCF) (“CoTec”) and Mkango Resources Ltd. (AIM/TSX-V: MKA) (“Mkango”) are pleased to announce the results of an independent Feasibility Study (the “Feasibility Study”) for HyProMag USA, LLC, (“HyProMag USA or the Project”) on the development of a state-of-the art rare earth magnet recycling and manufacturing operation in the United States.
The Project is underpinned by the patented Hydrogen Processing of Magnet Scrap (“HPMS”) technology developed at the University of Birmingham Magnetic Materials Group and being commercialized by HyProMag in the United States, United Kingdom and Germany. The HPMS process recovers neodymium iron boron (“NdFeB”) permanent magnets from end-of-life scrap streams in the form of a demagnetized NdFeB metallized alloy powder for remanufacture into recycled NdFeB magnets with a significantly reduced carbon footprint, and has major competitive advantages versus other magnet recycling methods using chemical processes.
Sintered NdFeB magnets will be produced in the United States using materials sourced in the United States, contributing to security of NdFeB permanent magnet supply and enabling economical, traceable, domestic U.S. production of recycled NdFeB magnets (DFARS compliant1) supporting the defense, aerospace, automotive, medical science, hyperscale data centers, robotics, and energy transition industries.
Highlights
- Positive Feasibility Study results for state-of-the art rare earth magnet recycling and manufacturing operation in the United States (the “Project”), with a central Dallas Fort Worth (“DFW”), Texas hub supported by two pre-processing spoke sites in the eastern and western regions of the United States:
- US$262 million post-tax Net Present Value (NPV)2 and 23% real internal rate of return (IRR) based on current market prices3,4
- US$503 million post-tax NPV2 and 31% real IRR based on forecast market Prices5,4
- Low all-in sustaining Cost (AISC) of US$19.6 per kg of NdFeB product which compares to current weighted average market prices of US$55 per kg of NdFeB products, the latter reflects underlying prevailing low rare earth prices with significant scope for price recovery
- Expansion potential with the inclusion of a third HPMS vessel within three years following commissioning for an additional capital cost of approximately US$7 million
- A 3D fly through of the Project feasibility design can be found at HyProMag USA Facility Flythrough
- Production of 750 metric tons per annum of recycled sintered NdFeB magnets and 291 metric tons per annum of associated NdFeB co-products (total payable capacity – 1,041 metric tons NdFeB) over a 40 year operating life
- Up-front capital cost of the Project is US$125 million (inclusive of a 10% contingency margin and Class 3 AACE estimated detailed design study and engineering costs) over a 1.7 year construction phase
- Payback6 is achieved at current market prices in 3.9 years at a profitability index (“PI”)7 of 2.1, at forecast market prices payback is achieved in 3.1 years at a PI of 4.0
- First Revenue targeted in Q1 2027 with a Notice to Proceed (“NTP”) expected in mid-2025 following completion of Detailed Engineering Design and Value Engineering phase, which will commence shortly and include:
- Evaluation of significant opportunities to optimize construction and operational efficiency, and to reduce capital expenditure and operating costs, as well as to expand production
- Parallel product and operational testing in the UK at the University of Birmingham Magnetic Materials Group (“MMG”) pilot plant and in conjunction with HyProMag commercial developments in UK and Germany
- Completion of commercial arrangements with potential feed supply and product off taker - discussions with several potential parties underway
- Continued discussions with federal, state and municipal governments, in relation to financing opportunities and other economic incentives including carbon price premiums which could improve economics
- Project will help secure the re-vitalization of NdFeB magnet production in the United States with the creation of approximately 90 jobs across Texas, South Carolina and Nevada
- Minviro Limited8 has been commissioned to complete an ISO-14067 compliant “Product Carbon Footprint” analysis of sintered materials by the end of Q4 2024 using the results of the Feasibility Study
- HyProMag USA is targeting 10% of U.S domestic demand for NdFeB magnets within five years of commissioning – design is modular, can be replicated and accelerated to facilities in eastern and western United States
- The Feasibility Study was undertaken by a multidisciplinary team appointed by CoTec and Mkango and led by independent engineers, Canada-based BBA USA Inc. ("BBA") and U.S. based PegasusTSI Inc. (“PegasusTSI”) with other independent experts and support from University of Birmingham, HyProMag Ltd and HyProMag GmbH
Julian Treger, CoTec CEO commented: “We are very pleased with the results of the independent Feasibility Study, which further demonstrates the advanced commercialization potential of HyProMag’s technology. HyProMag has the capacity to provide the United States with a secure domestic source of permanent magnets to accelerate the revitalizing of U.S. magnet production, metallization, and skills development, a strategic priority for the U.S. Government.”
“The Detailed Engineering Design phase is expected to deliver further cost savings and design improvements which should enhance the project’s metrics even further. The company is now focused on securing funding from the U.S. Government, financing, off-take and feed supply. The end-to-end process of recycling end-of-life NdFeB magnets into new sintered NdFeB magnets is supported by the Minerals Security Partnership9 which aims to accelerate the development of secure, diverse, and sustainable supply chains for critical minerals. We are very excited the business can be used as a platform to create a market leading position for low cost, low carbon magnet recycling.”
Will Dawes, Mkango CEO commented: “This is a major milestone for HyProMag, further validating the HPMS technology and opportunity to roll-out into the United States. Our strategy to develop rare earth magnet recycling and manufacturing hubs in the United States, UK, Germany and, in the future, Asia, is aligned with the evolving geopolitical environment through the development of more robust rare earth supply chains for the respective domestic markets, while catalyzing new centers of excellence in magnetic materials and cross-fertilization of skills across jurisdictions and between industry and academia.”
Ownership
HyProMag is 100 per cent owned by Maginito Limited (“Maginito”), which is owned on a 79.4/20.6 per cent basis by Mkango and CoTec. HyProMag USA is owned 50:50 by CoTec and Maginito.
Detailed Engineering Design and Value Engineering
Following completion of the Feasibility Study, the Project will now proceed to the Detailed Engineering Design
The Detailed Engineering Design will include the completion of sufficient engineering design works to support a AACE Class 1 capital estimate, as well as final site selection is expected to be completed in H1 2025 and site permitting targeted for completion by Q4 2025 in line with the initial project schedule. This targets initial revenue in Q1 2027. Environmental and permitting studies are supported by U.S. based Weston Solutions, Inc. Following completion of the Detailed Engineering Design, a NTP decision will be taken mid-2025 as to whether HyProMag USA will proceed with the construction of the Project.
Detailed Engineering Design will focus on optimization of construction and operational efficiency and identifying potential improvements that could lead to substantial capital expenditure and operating cost savings. It will also encompass definition and optimization of the third HPMS expansion case. In parallel with Detailed Engineering Design and Value Engineering, product and operational testing will continue in the UK at the University of Birmingham Magnetic Materials Group (MMG) pilot plant in conjunction with HyProMag commercial
The data used to develop the processing flowsheet is based on historical test work and magnet production at the HPMS Pilot vessel through the MMG at the University of Birmingham in the UK, which developed the HPMS technology being commercialized by HyProMag. Additional test work will be undertaken to further optimise the flowsheet, particularly in the HPMS operations. The capital and operating costs will be refined in line with the expected improvements to the overall process flowsheet, which will influence long-lead capital items. A formal request for proposal (“RfP”) process will also be undertaken as part of the Detailed Engineering Design phase of the Engineering, Procurement, Construction Management (“EPCM”) contract to solicit final vendor quotes to improve the accuracy of the capital cost estimate. The detailed engineering considers a “one contractor” approach who is appointed to develop and build the complete process plants.
In parallel, HyProMag USA is working towards securing potential U.S. Government funding, U.S. State financial grants and incentives and strategic partnerships with U.S. companies. Significant progress was achieved in the areas of feed supply and recycled NdFeB magnet offtake during the Feasibility Study and the Project is now able to proceed with securing long term commercial agreements.
CoTec is responsible for funding the Detailed Engineering Design, Value Engineering and the project development costs. Funding provided by CoTec would be in the form of shareholder loans to HyProMag USA.
The Feasibility Study
The Project will use a "hub-and-spoke" operational model, with the central, DFW, Texas hub supported by two pre-processing spoke sites in eastern and western United States.
The Feasibility Study is based on the development of a state-of-the-art 40-year magnet manufacturing facility in DFW, Texas, capable of producing up to 750 metric tons payable of sintered NdFeB magnets and 291 metric tons of associated NdFeB co-products (total payable capacity – 1,041 metric tons NdFeB) annually. First Revenue is targeted in Q1 2027 with a Notice to Proceed (the “NTP”) expected in mid- 2025 following completion of the Detailed Engineering Design phase.
The Feasibility Study demonstrates robust economics at Current Prices and indicates a significant upside based on the forecast recovery in the rare earths market. Based on a current market prices, derived from current market pricing for the various products, the Feasibility Study indicates a post-tax NPV10 of US$262 million and real IRR of 23% (pre-tax NPV US$343 million and real IRR of 27%) at a real discount rate of 7.0%. Based on forecast market prices, the Feasibility Study indicates an post-tax NPV of US$503 million and real IRR of 31% (pre-tax NPV of US$647 milliion and real IRR of 36%) at a real discount rate of 7.0%.
The up-front capital cost of the Project is US$125 million (inclusive of a 10% contingency margin and Class 3 AACE11 estimated detailed design study and engineering costs). The current market price payback12 is achieved in 3.9 years at a profitability index (“PI”) of 2.113, whilst at Forecast Prices, payback is achieved in 3.1 years at a PI of 4.0.
The Project has a low all-in Sustaining Cost of cost production at US$19.6 per kg of NdFeB which compares to current market prices of US$55 per kg of NdFeB product.
Production at the hub facility is readily expandable with the inclusion of a third HPMS vessel within three years following commissioning for an additional capital cost of approximately US$7 million - the third HPMS vessel is expected to supply excess HPMS NdFeB payable powder to the U.S market for the developing domestic magnet production industry.
The main products are sintered magnet materials split between blocks and finished magnets at magnet grades that have been previously demonstrated at the University of Birmingham pilot facility14. These include DFARS compliant products and will support a closed loop system in the United States whereby end-of-life U.S.-sourced NdFeB magnets are recycled into new magnets via HyProMag’s short-loop process.
The Project will therefore provide a long-term, traceable source of permanent magnets for U.S industry including applications for electric vehicles, wind turbines, and many electronic devices critical for U.S. critical mineral supply chains and the energy transition. Furthermore, the Project will help secure the re-vitalization of NdFeB magnet production in the United States with the creation of approximately 90 jobs in relation to magnet manufacturing, further catalyzing the developing rare earth industry ecosystem in Texas and the cross fertilization of skills, training and R&D between the United States, UK and Europe.
The key Feasibility Study metrics of the Project are summarized in Table 1. The Feasibility Study did not incorporate prospects for potential economic support from governments, funding opportunities, or other economic incentives which could improve the economics and influence a future updated detailed design engineering and investment decision.
Table 1: Feasibility Study Key Metrics in US$
|
Assumptions |
Unit |
Current Prices |
Forecast Prices |
|
Project Duration (Life of Asset) |
Years |
40 |
40 |
|
Average annual system capacity |
Metric tons NdFeB per annum |
1,147 |
1,147 |
|
Average annual payable production |
Metric tons NdFeB per annum |
1,041 |
1,041 |
|
Average total payable Sintered Magnets |
Metric tons NdFeB per annum |
750 |
750 |
|
Average total payable co-products excluding residual scrap |
Metric tons NdFeB per annum |
291 |
291 |
|
Economic Assumptions |
|||
|
Weighted average price (Life of Asset) |
US$/Kg |
55 |
94 |
|
Capital Cost |
|||
|
Construction period |
Years |
1.7 |
1.7 |
|
Initial CAPEX (excl. closure and sustaining) |
US$ million |
125.3 |
125.3 |
|
Sustaining CAPEX |
US$ million per annum |
0.21 |
0.21 |
|
Operating cost per metric ton |
|||
|
Transport Cost (Spoke to Hub) |
US$/kg NdFeB |
0.46 |
0.46 |
|
Royalty Cost |
US$/kg NdFeB |
0.23 |
0.69 |
|
TOTAL AISC15 LIFE OF ASSET |
US$/kg NdFeB |
19.63 |
31.86 |
Basis of Feasibility Study
Feasibility design and economic analysis thereof was undertaken for the Project. A system capacity of 1,147 metric tons per annum has been used as a basis for the Feasibility Study.
The process begins with scrap pre-processing at the spoke facilities located in the eastern and western United States, where electronic and industrial scrap containing NdFeB magnets is pre-processed, sorted, and prepared for HPMS at the hub. This pre-processed material is then transported to the central hub in DFW for HPMS and magnet manufacturing.
At the DFW hub in Texas, the HPMS system uses hydrogen to extract NdFeB powder from the scrap material in a series of controlled reactions that occur at near atmospheric pressure. This method minimizes energy consumption and reduces environmental impact compared to conventional extraction methods. Following extraction, the NdFeB alloy powder undergoes conventional magnet manufacturing to produce high-performance magnets that meet industry standards.
Economic analysis has been performed in accordance with the process design and schedule, metallurgical testing, and product payability analysis developed in the study, and the estimates and analyses therein have been prepared to a Class 3 AACE Feasibility level.
Processing Design
The proposed plant is based on both historical, and 2022 to 2024 pilot test work at the University of Birmingham together with the approximate US$100 million of historical R&D expenditure and the significant know-how and related intellectual property for HPMS.
HyProMag USA will produce NdFeB permanent magnets in the United States using recycled end of life NdFeB magnets embedded in electronic and industrial scrap as the source material. The HPMS process liberates embedded rare earth permanent magnets, in the form of a demagnetised NdFeB powder, from any electrical drive, be it including hard disk drives (“HDD”), electric motors, MRI magnetic units, speakers and other end-of-life assemblies containing NdFeB, enabling recovery of the NdFeB whilst leaving behind the associated casing materials. These casing materials are recovered and sent to any suitable scrap recycling plant for processing. The recovered NdFeB magnet material can be fed back into any point in the rare earth supply chain, the preferred and principal route for HyProMag being short-loop magnet manufacturing which is facilitated by HPMS. In the short-loop magnet manufacturing process, the recovered NdFeB magnet material is treated and reformed into blocks that can then be shaped and magnetized for use in equipment requiring permanent rare earth magnets of the NdFeB composition. Any scrap material produced from the shaping of the magnet blocks will be recycled for use within the plant or sold to third parties. The only waste products from the process are the casing materials housing the rare earth magnets, which are recycled, and minor discharges of steam and inert gases.
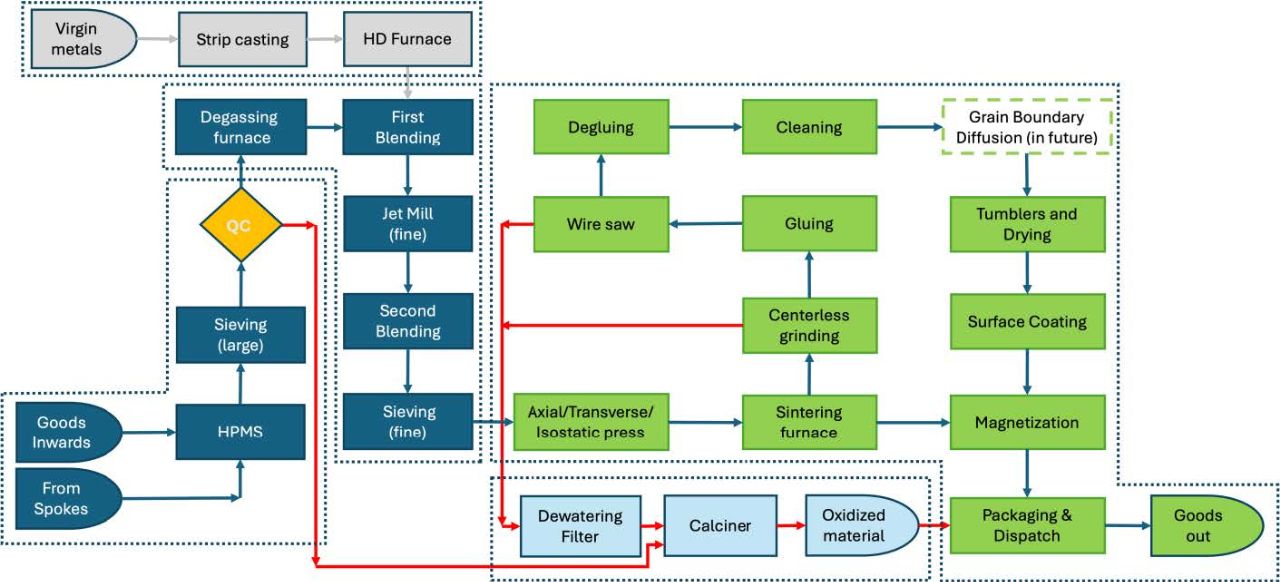
Figure 1: A simple Block Flow Diagram of the magnet recycling and production operation
Pre-Processing technology
Maginito and Inserma Anoia S.L (“Inserma”) have entered into a binding and exclusive agreement to collaborate on the optimization, commercialization and roll-out of pre-processing technologies for HyProMag in the United Kingdom, Germany, the United States and other regions. The technologies autonomously pre-process scrap such as hard disk drives to remove the NdFeB magnet containing component which can be processed via HPMS to deliver purified alloy powder on a very large scale.
The latest mobile Inserma unit for HDD can be co-located at hyperscale data centers, shredding, recycling or HyProMag facilities. These Inserma units rapidly remove (at <3 seconds per HDD) the Voice Coil Motor ("VCM") containing the rare earth magnet, providing a highly concentrated feed for subsequent HPMS by HyProMag - the simultaneous removal of the center spindle also facilitates downstream shredding of the rest of the HDD. A 3D flythrough of the Inserma units both in the HyProMag USA facility and also within a United Sates hyperscale data center can be found at HyProMag USA with Inserma HDD Pre Processing Fly Through , Data Center with HyProMag USA + Inserma Technology
The goal of the collaboration is to enable deployment of hundreds of pre-processing units, across multiple jurisdictions, providing pre-processing solutions for a range of end-of-life applications, including HDDs, loudspeakers and electric motors, and generating feed for HyProMag’s short loop rare earth magnet recycling process.
Project Site, Infrastructure and Services
Site selection was focused on locating a site in DFW, Texas for the hub. DFW was identified as a suitable location to build the magnet recycling operation based on its central location in the U.S., its sizable e-waste recycling activities, proximity to national rail roads and interstate highways and ease of doing business there. DFW also has other existing and developing magnet and rare earth related businesses in the area.
A selection criteria approach was used to determine potential site locations within the DFW area. The potential site is approximately 100,000 square feet in area, 36 feet in height and utilizes a pre-existing factory storage unit with basic utilities fully installed. The Project design assumes the site will be secured through long term leases in Q1 2025.
The logistics for the project include two main satellite spokes: Satellite Spoke 1, potentially located in Las Vegas, or Reno, Nevada and a Satellite Spoke 2, potentially located in South Carolina. The transportation process from each Satellite Spoke to the hub employs intermodal (truck and rail) transportation.
Power supply will be provided through local utility providers. The current Project design is assuming grid sourced power, however where possible the Project will contract renewably sourced power when it is available.
Supply of Hydrogen, Nitrogen, and Argon at the DFW hub will be provided through specialized companies which provide industrial gases in liquid form. These gases will be delivered and stored on-site in dedicated tanks equipped with vaporizers to ensure the conversion from liquid to gas as needed for the operations in a “over the fence” solution.
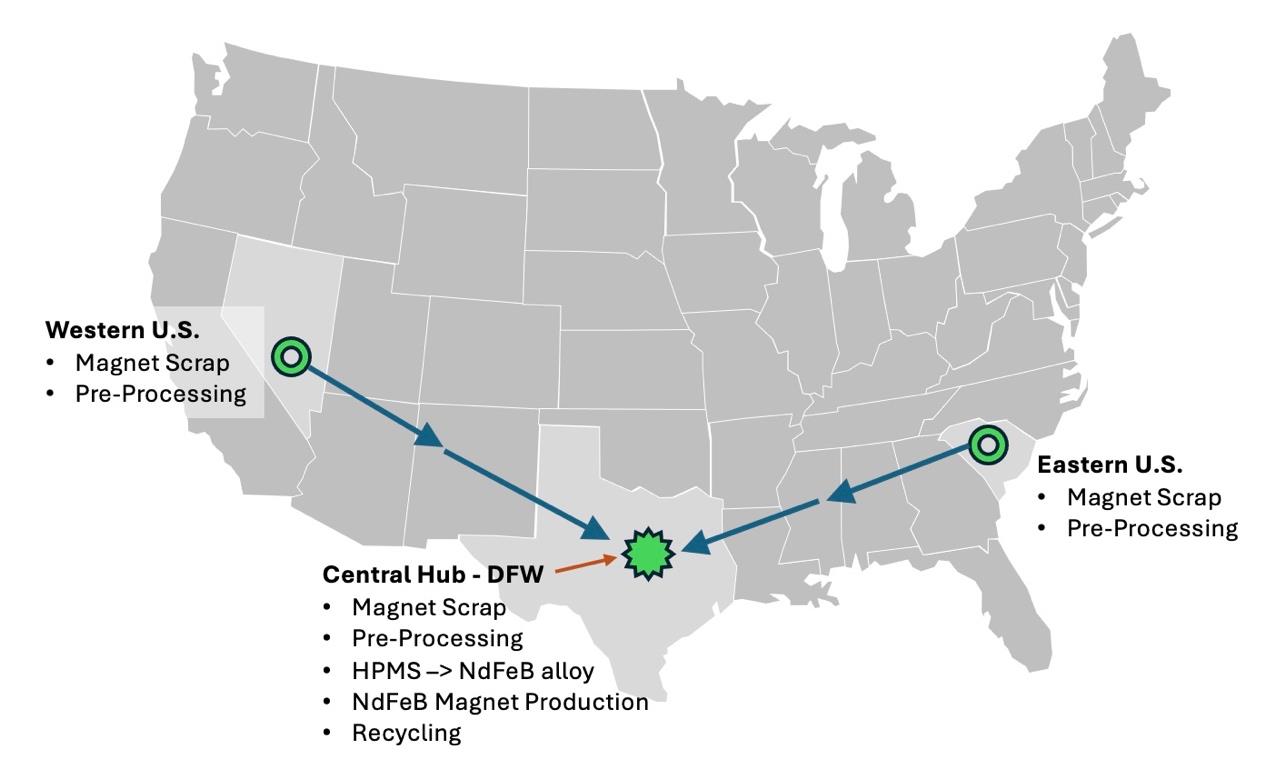
Figure 2: Map of the United States showing planned locations of HyProMag USA's operations and functions.
Capital Costs
Initial capital expenditure (CAPEX) costs for the Project are based on a system capacity of 1,147 metric tons per annum with a nominal payable production capacity of approximately 1,041 metric tons per annum of which 750 metric tons per annum are sintered blocks and finished magnets. CAPEX costs are estimated at US$125 million, including EPCM costs, future Detailed Engineering Design study costs and a 10% contingency.
Sustaining capital over the life of asset (40 years) is estimated at US$9.4 million. Closure cost is estimated at $1M resulting in total life of asset CAPEX cost of US$134.8 million.
Table 2: Capital Costs
|
Description |
US$ (M) |
|
Hub Plant |
95.0 |
|
Spoke Pre-Processing |
6.0 |
|
Indirect Costs (DE Study and EPCM) |
13.5 |
|
Estimated Sub-Total Cost |
114.5 |
|
Contingency 10% |
10.9 |
|
Total Estimated Initial CAPEX |
125.4 |
|
Sustaining (over life of asset) |
8.4 |
|
Closure cost |
1.0 |
|
ESTIMATED TOTAL CAPEX OF LIFE OF ASSET |
134.8 |
Operating Costs
The operating costs include manpower to run the overall operations, power and utilities, materials handling, scrap feed, transport of the scrap materials from the Spoke pre-processing sites to the Hub in DFW, Texas and G&A.
Table 3: Operating costs
|
Area |
US$/kg (current prices)16 |
US$/kg (Forecast Prices) 4 |
|
Pre-processing – Spokes x2 |
1.84 |
1.84 |
|
Processing – Hub (includes feed supply) |
16.23 |
28.00 |
|
Transport from Spoke to Hub |
0.46 |
0.46 |
|
G&A |
0.67 |
0.67 |
|
Royalty |
0.23 |
0.69 |
|
ESTIMATED TOTAL AVE. OPEX US$/kg (LIFE OF ASSET) |
19.43 |
31.66 |
Economic Analysis and Sensitivity Analysis
Table 4: Economic Results
|
Economic Assumptions |
Unit |
Current Prices |
Forecast Prices |
|
Weighted average price (Life of Asset) |
US$/kg NdFeB |
55 |
94 |
|
Revenue (Life of Asset) |
US$M |
2,325 |
3,941 |
|
EBITDA (Life of Asset) |
US$M |
1,528 |
2,642 |
|
Pre-Tax NPV at 7% discount rate |
US$M |
343 |
647 |
|
Pre-Tax real IRR |
% |
27% |
36% |
|
Post-Tax NPV 7% discount rate |
US$M |
262 |
503 |
|
Post-Tax real IRR |
% |
23% |
31% |
|
Payback |
years |
3.9 |
3.1 |
|
PI |
2.1 |
4.0 |
A sensitivity analysis was performed whereby initial infrastructure capital cost, annual operating costs and product selling price were individually varied between +/-15% to determine the impact on Project IRR and NPV between 0 and 10 % discount rates.
Results are presented in Table 5 and 6. The project financials are most sensitive to the product selling price followed by operating costs and finally initial capital expenditures.
Table 5: Sensitivity Analysis (US$, Million, Post Tax) – Current Prices
|
|
Base Case |
CAPEX |
Current prices |
LOA OPEX |
||||
|
15% |
-15% |
15% |
-15% |
15% |
-15% |
|||
|
IRR |
23% |
20% |
26% |
27% |
19% |
22% |
24% |
|
|
NPV |
||||||||
|
0% |
1,113 |
1,097 |
1,128 |
1,362 |
864 |
1,049 |
1,177 |
|
|
5% |
380 |
365 |
396 |
479 |
281 |
355 |
406 |
|
|
7% |
262 |
246 |
277 |
336 |
187 |
243 |
281 |
|
|
10% |
154 |
139 |
169 |
206 |
102 |
141 |
167 |
|
Table 6: Sensitivity Analysis (US$, Million, Post Tax) – Forecast Prices
|
|
Base Case |
CAPEX |
Forecast prices |
LOA OPEX |
||||
|
15% |
-15% |
15% |
-15% |
15% |
-15% |
|||
|
IRR |
31% |
28% |
35% |
36% |
26% |
30% |
32% |
|
|
NPV |
||||||||
|
0% |
2,005 |
1,990 |
2,021 |
2,416 |
1,594 |
1,939 |
2,071 |
|
|
5% |
711 |
695 |
726 |
870 |
552 |
684 |
737 |
|
|
7% |
503 |
487 |
518 |
621 |
384 |
483 |
522 |
|
|
10% |
314 |
299 |
330 |
396 |
233 |
300 |
328 |
|
Project Timeline and Phased Execution
The Project is strategically phased to ensure cost-effective development, operational efficiency, and flexibility for future expansion. Next steps:
- Detailed Design and Engineering (2025): The Detailed Engineering Design will include the completion of sufficient engineering design works to support a AACE Class 1 capital estimate to complete the bankable Feasibility Study as well as final site selection to be completed in H1 2025 and the commencement of site permitting.
- Site Development and Facility Construction (2025-2026): The initial phase includes site preparations and facility construction at the DFW hub and two spoke locations. The DFW hub will be equipped with purpose-built infrastructure for HPMS recycling, magnet alignment, and sintering operations. The modular layout supports scalability, allowing for future expansion as demand for NdFeB magnets grows. The spoke facilities in east and west United States will focus on sorting and initial processing of NdFeB-containing scrap to reduce transportation costs and streamline material flow to the DFW hub.
- Equipment Installation and Commissioning (2026): Construction will follow to equipment installation, including HPMS vessels, sintering furnaces, alignment presses, and auxiliary systems. Each piece of equipment will be tested and calibrated to meet quality and operational standards. The commissioning phase verifies that the facility operates as designed, ensuring smooth transitions between production stages and mitigating risks of downtime.
- Initial Production Ramp-Up (2027): The Project’s first production phase is expected to begin Q1 2027, with a gradual increase in output to stabilize operations and optimize equipment performance. Initial production volumes will be dedicated to fulfilling contracts with key customers in sectors such as defense, renewable energy, and electronics.
- Full Operational Capacity and Modular Expansion (2027 Onward): By H2 2027, the Project aims to reach full capacity at 750 metric tons per year, positioning HyProMag USA as a major player in the U.S. NdFeB magnet market. The facility’s modular design supports phased expansions, allowing for the addition of processing lines and spoke sites as demand increases. This flexible approach allows HyProMag to scale up with minimal disruption and align production with market growth, particularly in EVs, wind energy, and defense.
- Modular Expansion (2030 Onward): By 2030 potential installation of the third HPMS vessel, debottlenecking and expansion of system capacity.
- Regional expansion (2030 Onward): HyProMag USA is targeting 10% of the U.S domestic demand17 within five years of commissioning – design is modular, can be replicated and accelerated to facilities on eastern and western United States. Any legislation to support recycling will further accelerate expansion.
Qualified Persons and Data Verification
The independent Qualified Persons are Professional Engineers employed by BBA, Pegasus TSI and Weston Solutions who are responsible for Engineering Design, Processing, Infrastructure, Transportation, Services, Capital Costs, Operating Costs, Project Timeline, Permitting and Economic Analysis and Sensitivity.
The Qualified Persons have reviewed and approved the scientific and technical content of this news release.
About HyProMag
HyProMag is commercializing HPMS recycling technology in the UK, Germany and United States. HyProMag is also evaluating other jurisdictions, and in mid-2024 launched a collaboration with Envipro on rare earth magnet recycling in Japan. HPMS technology was developed at the Magnetic Materials Group (MMG) at University of Birmingham, underpinned by approximately US$100 million of research and development funding, and has major competitive advantages versus other rare earth magnet recycling technologies, which are largely focused on chemical processes but do not solve the challenges of liberating magnets from end-of-life scrap streams – HPMS provides this solution.
The MMG is internationally recognized for its work on the circular economy of rare earth magnets. The group has made major contributions to research and industrial application of hydrogen for processing of magnets. Professor Emeritus Harris pioneered the initial work on hydrogen decrepitation (HD), currently used worldwide to produce magnets, and co-authored the 1986 paper on the world’s first hydrogen based sintered magnet. Today, almost all NdFeB magnet production and recycling methods take advantage of the HD process.
About CoTec Holdings Corp.
CoTec is a publicly traded investment issuer listed on the Toronto Venture Stock Exchange (“TSX- V”) and the OTCQB and trades under the symbol CTH and CTHCF respectively. CoTec is an environment, social, and governance (“ESG”)-focused company investing in innovative technologies that have the potential to fundamentally change the way metals and minerals can be extracted and processed for the purpose of applying those technologies to undervalued operating assets and recycling opportunities, as it transitions into a mid-tier mineral resource producer.
CoTec is committed to supporting the transition to a lower carbon future for the extraction industry, a sector on the cusp of a green revolution as it embraces technology and innovation. It has made four investments to date and is actively pursuing operating opportunities where current technology investments could be deployed.
For more information, please visit www.cotec.ca.
Mkango is listed on the AIM and the TSX-V. Mkango’s corporate strategy is to become a market leader in the production of recycled rare earth magnets, alloys and oxides, through its interest in Maginito Limited (“Maginito”), which is owned 79.4 per cent by Mkango and 20.6 per cent by CoTec, and to develop new sustainable sources of neodymium, praseodymium, dysprosium and terbium to supply accelerating demand from electric vehicles, wind turbines and other clean energy technologies.
Maginito holds a 100 per cent interest in HyProMag and a 90 per cent direct and indirect interest (assuming conversion of Maginito’s convertible loan) in HyProMag GmbH, focused on short loop rare earth magnet recycling in the UK and Germany, respectively, and a 100 per cent interest in Mkango Rare Earths UK Ltd (“Mkango UK”), focused on long loop rare earth magnet recycling in the UK via a chemical route.
Maginito and CoTec are also rolling out HyProMag’s recycling technology into the United States via the 50/50 owned HyProMag USA LLC joint venture company. HyProMag is also evaluating other jurisdictions, and recently launched a collaboration with Envipro on rare
Mkango also owns the advanced stage Songwe Hill rare earths project and an extensive rare earths, uranium, tantalum, niobium, rutile, nickel and cobalt exploration portfolio in Malawi, and the Pulawy rare earths separation project in Poland.
For more information, please visit www.mkango.ca
Market Abuse Regulation (MAR) Disclosure
The information contained within this announcement is deemed by the Company to constitute inside information as stipulated under the Market Abuse Regulations (EU) No. 596/2014 ('MAR') which has been incorporated into UK law by the European Union (Withdrawal) Act 2018. Upon the publication of this announcement via Regulatory Information Service, this inside information is now considered to be in the public domain.
Cautionary Note Regarding Forward-Looking Statements
This news release contains forward-looking statements (within the meaning of that term under applicable securities laws) with respect to Mkango and CoTec. Generally, forward-looking statements can be identified by the use of words such as “plans”, “expects” or “is expected to”, “scheduled”, “estimates” “intends”, “anticipates”, “believes”, or variations of such words and phrases, or statements that certain actions, events or results “can”, “may”, “could”, “would”, “should”, “might” or “will”, occur or be achieved, or the negative connotations thereof. Readers are cautioned not to place undue reliance on forward-looking statements, as there can be no assurance that the plans, intentions or expectations upon which they are based will occur. By their nature, forward-looking statements involve numerous assumptions, known and unknown risks and uncertainties, both general and specific, that contribute to the possibility that the predictions, forecasts, projections and other forward-looking statements will not occur, which may cause actual performance and results in future periods to differ materially from any estimates or projections of future performance or results expressed or implied by such forward-looking statements. Such factors and risks include, without limiting the foregoing, the availability of (or delays in obtaining) financing to develop the Recycling Plants being developed by Maginito in the UK, Germany and the US (the “Maginito Recycling Plants”), the implementation of matters set out in the Feasibility Study, governmental action and other market effects on global demand and pricing for the metals and associated downstream products for which Mkango is exploring, researching and developing the ability to scale the HPMS and chemical recycling technologies to commercial scale, competitors having greater financial capability and effective competing technologies in the recycling and separation business of Maginito and Mkango, availability of scrap supplies for Maginito’s recycling activities, government regulation (including the impact of environmental and other regulations) on and the economics in relation to recycling and the development of the Maginito Recycling Plants and future investments in the United States pursuant to the proposed cooperation agreement between Maginito and CoTec, the outcome and timing of the completion of the feasibility studies, cost overruns, complexities in building and operating the plants, and the positive results of feasibility studies on the various proposed aspects of Mkango’s, Maginito’s and CoTec’s activities. The forward-looking statements contained in this news release are made as of the date of this news release. Except as required by law, the Company and CoTec disclaim any intention and assume no obligation to update or revise any forward-looking statements, whether because of new information, future events or otherwise, except as required by applicable law. Additionally, the Company and CoTec undertake no obligation to comment on the expectations of, or statements made by, third parties in respect of the matters discussed above.
For further information on Mkango, please contact:
Mkango Resources Limited
William Dawes
Chief Executive Officer
will@mkango.ca
Canada: +1 403 444 5979
www.mkango.ca
@MkangoResources
Alexander Lemon
President
alex@mkango.ca
SP Angel Corporate Finance LLP
Nominated Adviser and Joint Broker
Jeff Keating, Caroline Rowe
UK: +44 20 3470 0470
Alternative Resource Capital
Joint Broker
Alex Wood, Keith Dowsing
UK: +44 20 7186 9004/5
For further information on CoTec, please contract:
CoTec Holdings Corp.
Braam Jonker
Chief Financial Officer
braam.jonker@cotec.ca
Canada: +1 604 992-5600
The TSX Venture Exchange has neither approved nor disapproved the contents of this press release. Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in the policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
This press release does not constitute an offer to sell or a solicitation of an offer to buy any equity or other securities of the Company in the United States. The securities of the Company will not be registered under the United States Securities Act of 1933, as amended (the "U.S. Securities Act") and may not be offered or sold within the United States to, or for the account or benefit of, U.S. persons except in certain transactions exempt from the registration requirements of the U.S. Securities Act.
1 U.S. Defense Federal Acquisition Regulations (DFARS)
2 7% real discount rates. NPVs are calculated by discounting real US dollar cash flows from 2025
3 Current market prices ("Current Prices") for all NdFeB products sold in the U.S, excluding residual scrap, derived from U.S. 2024 price quotes, over the life of the asset
4 NPV does not include the economic benefit of any government or state incentives, carbon pricing
5 Forecast market prices ("Forecast Prices") are the prices for all NdFeB products sold in the U.S, excluding residual scrap feed, with the rare earth price component thereof derived from the latest rare earth oxide price forecasts from Q4 (2024) Adamas Intelligence, over the life of the asset
6 Payback defined as the period required to payback initial capital from first production
7 The profitability index is a measure of the capital efficiency of a project and is defined as the project's NPV divided by the project capital incurred to reach first production
10 Discount rates are in real US dollars, NPV's are calculated by discounting real US dollar cash flows
11 Association for the Advancement of Cost Engineering (AACE) – Class 3 Estimate include contingency of 10%
12 Payback defined as the period required to payback initial capital from first production
13 The profitability index is a measure of the capital efficiency of a project and is defined as the project's NPV divided by the project capital incurred to reach first production
15 All In Sustaining Cost per kilogram of product sold
16 Unit cost calculated as a function of total payable production excluding residual scrap